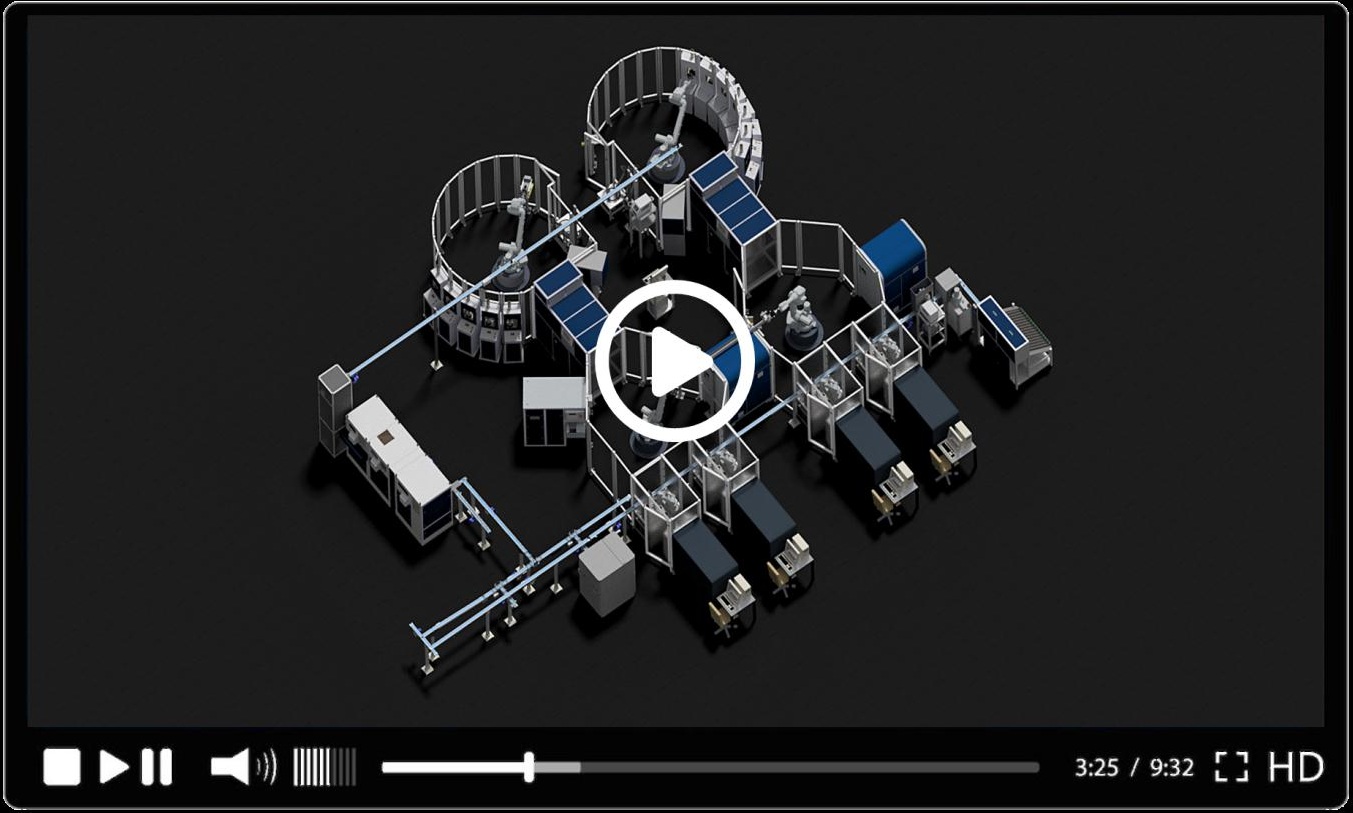





HERZOG- Systeme werden weltweit von den wichtigsten Stahlherstellern zur Qualitätssicherung und Steuerung ihrer Produktionsprozesse eingesetzt. Unsere integrierten Lösungen gewährleisten die optimale Vorbereitung der Stahl-, Eisen- und Schlackenproben für die Optische Emissionsspektroskopie (OES), Röntgenfluoreszenz- Spektroskopie (engl. X-ray fluorescence, XRF) und Verbrennungsanalyse.
Die HERZOG Steel Lösungen sind perfekt auf die Bedürfnisse unserer Kunden angepasst. Probentransport, Handhabung und Probenvorbereitung sind so optimiert, dass ein Höchstmaß an Qualität bei kürzesten Durchlaufzeiten erzielt wird. Alle Maschinen, Software und Schnittstellen sind vollständig kundenspezifisch anpassbar. HERZOG ist der perfekte Partner für die Umsetzung integrierter Lösungen, welche individuell auf den Probentyp, die lokale Infrastruktur, die verwendeten Analyseverfahren und -geräte sowie das Level 2- System zugeschnitten sind.
HERZOG Steel reserviert auf einfache Weise Kapazitäten für die bevorzugte Bearbeitung von hochpriorisierten Proben. Es stellt Prozesssicherheit und Reproduzierbarkeit bei allen Vorbereitungsschritten sicher und schafft dadurch optimale Bedingungen für analytische Genauigkeit und Präzision. HERZOG Steel basiert auf einer mächtigen Software, welche sich einfach mit externen Anlagenkomponenten verbindet, eine leichte Einstellung aller Parameter erlaubt und eine umfassende Übersicht über alle relevanten Systeminformationen ermöglicht.
HERZOG Steel erfüllt alle Anforderungen eins modernen Zentrallabors. Es garantiert kürzeste Transport- und Vorbereitungszeiten. Es hat ausreichende Roboter- und Bearbeitungsressourcen, um Spitzenbelastungen bei der Probenzahl abzufangen. HERZOG Steel reserviert auf einfache Weise Kapazitäten für die bevorzugte Bearbeitung von hochpriorisierten Proben. Es stellt Prozesssicherheit und Reproduzierbarkeit bei allen Vorbereitungsschritten sicher und schafft dadurch optimale Bedingungen für analytische Genauigkeit und Präzision. HERZOG Steel basiert auf einer mächtigen Software, welche sich einfach mit externen Anlagenkomponenten verbindet, eine leichte Einstellung aller Parameter erlaubt und eine umfassende Übersicht über alle relevanten Systeminformationen ermöglicht.

In Stahlwerken beträgt die Rohrpostbüchsen- Geschwindigkeit meist 20 m/s und mehr. Der Stahlwerksarbeiter wählt die passende Proben- ID am Terminal der Rohrpoststation aus, legt die Büchse mit der Eisen-, Stahl-, Schlacken- oder Pin- Probe ein und startet den Vorgang. Im Labor werden die Rohrpostbüchsen entweder in der Empfangsstation oder einer speziellen Entladungsstation mit z.B. Kühleinheit für heiße Proben entladen. Zusätzlich können besondere oder vorrangige Proben über spezielle manuelle Eingabestationen dem System zugeführt werden.
Das Design dieses Abschnitts hängt von dem verwendeten Probentyp, der Analysemethode und nicht zuletzt auch von der Erfahrung und der Tradition des Labors ab. Die Probenvorbereitung für metallische Proben kann Schleifen, Fräsen oder Stanzen umfassen. Für runde, ovale, Lollipop-, Laschen und anderer Standardproben hat der Kunde die Auswahl zwischen unterschiedlichen automatischen Fräs- oder Schleifmaschinen. Alle Fräsmaschinen sind mit einer automatischen Einheit zum Späneauffang und -transport zum Verbrennungsanalysegerät ausgestattet. Für zylindrische oder konische Proben stehen unterschiedliche Spezialmaschinen (HS-CF, HCP, HUST) zur Verfügung, welche Trennen, Fräsen und Stanzen ermöglichen. Für Stanzstücke aus Zylinder- oder Laschenproben ist ebenfalls ein pneumatisches Transportsystem von der Stanzmaschine zum Analysegerät erhältlich. Schlackenproben werden entweder in der Empfangsstation oder speziellen Auspackstation aus der Rohrpostbüchse entpackt. Nach der Probenvorbereitung wird die gepresste Tablette zum XRF- Gerät transportiert.
HERZOG ist in der Lage, die Analysegeräte aller relevanten Instrumentenhersteller einzubinden. Dank etablierter Standards ist die mechanische und Software- Einrichtung der Schnittstellen zu den Analysegeräten schnell, zuverlässig und flexibel. Anhand der visuellen Auswertung der Probenoberfläche können die optimalen Funkenpunkte für die OES bestimmt werden. Die HERZOG Steel Automation verwaltet alle Typen von Rekalibrations- und Qualitätsproben und gewährleistet die effiziente Benutzung dieser wertvollen Materialien. Wenn notwendig können die proben nach der Analyse archiviert werden.
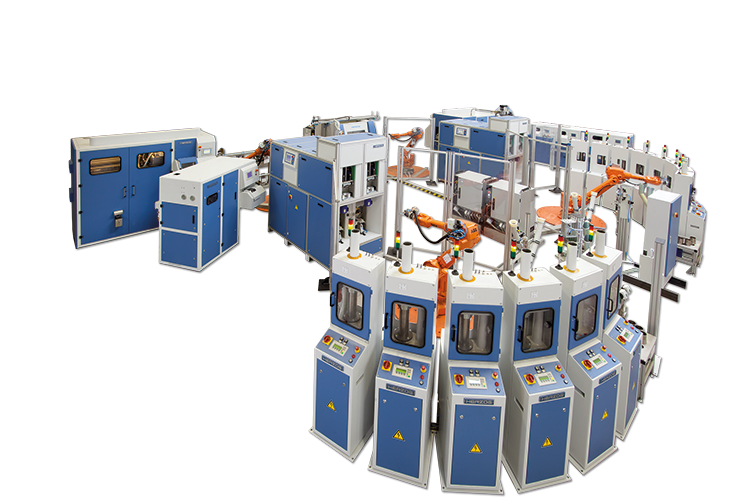



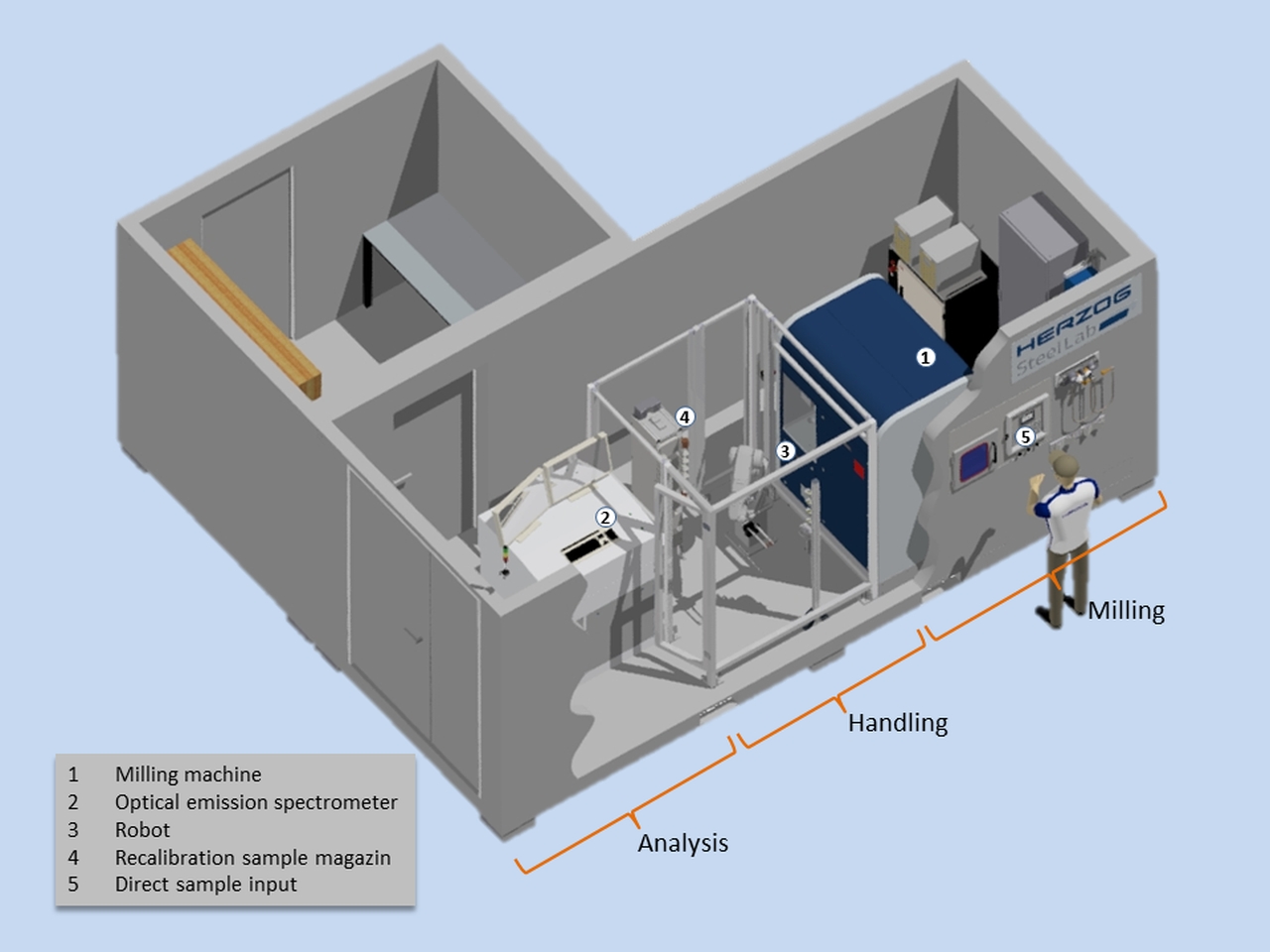
Der HERZOG Steel Lab Container ist die kompromisslose Automatisierungslösung für die Probenvorbereitung in der Stahlindustrie. Das kompakte und komplett autark arbeitende Labor findet problemlos Platz in einem ISO- Standardcontainer (6058x2438x2438 mm LxHxB) und kann somit unkompliziert transportiert und innerhalb des Produktionsstandortes aufgestellt werden. Aufgrund der platzsparenden Konstruktion der HERZOG Spezial- Fräsmaschinen sind auch kleinere Containerausführungen z.B. mit niedriger Deckenhöhe erhältlich. Außerdem kann sich der Bediener mühelos in dem Container bewegen und Wartungsmaßnahmen vornehmen.
Das modulare Automatisierungskonzept von HERZOG Steel Lab bietet maximale Flexibilität und ermöglicht die Zusammenstellung einer kundenspezifischen Anlagenkonfiguration aus unterschiedlichen Komponenten. Dazu gehören u.a. OES- Analysegeräte aller führenden Hersteller, ein optisches System für Gut/ Schlecht- Erkennung bzw. Funkenpunktoptimierung der Probenoberfläche, Probenmarkierungssysteme (Label-, Wachs- oder Nadeldrucker), Terminals zur Probeneingabe und Magazine für Rekalibrations- sowie Produktionsproben. Eine schwingungsdämpfende Lagerung, Klimaanlage, Sauerstoffwächter, Argon- Anschlusssystem und Argon- Reiniger gehören zur Standardausstattung des Containers.
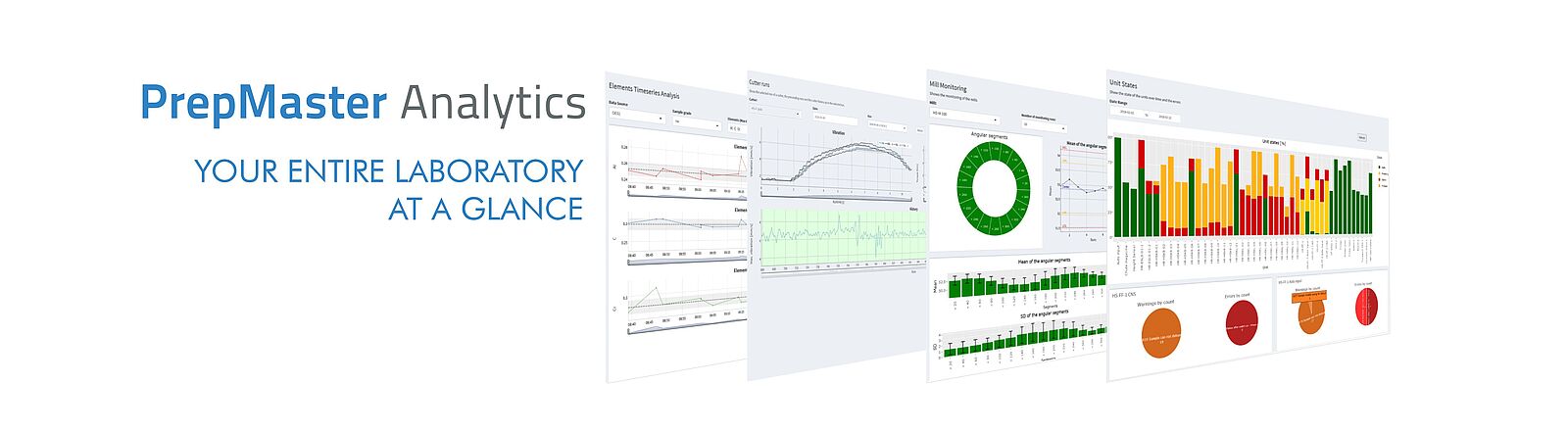
Die Steuerung der Abläufe, die Integration von Analysegeräten und anderer Komponenten sowie die Verbindung zum Level 2- Leitsystem des Kunden erfolgt durch die PrepMaster- Software von HERZOG. Adaption an kundenspezifische Vorgaben wie z.B. Proben- Ident, Konfigurierbarkeit der Schnittstellen zu anderen Geräten und Instanzen sowie der Remote- und Web- Access gehören selbstverständlich zur Grundausstattung der Software. Optional stehen die PrepMaster Analytics Module für die Darstellung und Auswertung von Analyseergebnissen und Prozessabläufen zur Verfügung




Das modulare Konstruktionsprinzip von HERZOG sieht vor, dass die meisten Maschinen entweder in einer automatischen Anlage oder als Stand-alone Maschinen genutzt werden können. Deshalb ist es auch sehr einfach, Einzelmaschinen später in eine automatische Anlage zu integrieren. Unabhängig davon, ob Sie eine manuelle, semiautomatische oder vollautomatische Maschine suchen- HERZOG wird immer die perfekte Lösung für Sie finden.
Die Probenvorbereitung der zu analysierenden Metalle und Materialien erlangt eine immer größere Bedeutung. Bereits kleine Verunreinigungen oder geringfügig fehlerhafte Oberflächen der verwendeten Proben können zu falschen Analyseergebnissen und Fehlinterpretationen führen. HERZOG bietet die passeneden Produkte zur Probenvorbereitung, damit eine perfekt vorbereitet Probenoberfläche für ein qualitativ-hochwertige Analyse sorgt.
Durch eine Rohrpostanlage werden metallische und Schlackenproben mit Hilfe von Rohrpostbüchsen aus dem Produktionsbetrieb in das Zentrallabor gesendet. Die Technik beruht auf der schnellen Beförderung mit Luft als Antrieb. Üblicherweise wird dazu Druckluft verwendet, welche reichlich in Stahlwerken vorhanden ist. Die Rohrpostgeschwindigkeiten betragen normalerweise bis zu 20 m/s. Bei besonders konfigurierten Rohrpoststrecken und besonderer Präparation der Rohrpostrohre sind teilweise auch höhere Geschwindigkeiten möglich. Standardmäßig werden Rohrpostrohre mit einem Außendurchmesser von 80 mm und einem Innendurchmesser von 75 mm installiert. Auf Kundenwunsch sind auch Anlagen mit größeren Durchmessern erhältlich.

Die Rohrpostanlagen können aus mehreren Linien mit Eins-zu-Eins-Zuordnung zwischen Betriebs- und Laborstation bestehen. Alternativ können im Rohrnetz auch Weichen eingesetzt werden, welche es ermöglichen, Rohrpostbüchsen aus einer Sendestation zu unterschiedlichen Empfangsstationen zu transportieren.
Je nach Art des Probenmaterials werden unterschiedliche Rohrpostbüchsen verwendet. Für kalte Pulverproben und andere leichte Materialien werden Kunststoffbüchsen eingesetzt. Für heiße Pulverproben und Stahl- oder Eisenproben sind Büchsen aus Aluminium notwendig. Für den Transport von metallischen Proben wird in der Rohrpostbüchse häufig ein passgenauer Einsatz benutzt. Dadurch wird einerseits eine prozesssichere Probenhandhabung in vollautomatischen Anlagen möglich und andererseits die Lebensdauer der Rohrpostbüchsen verlängert.
Im Betrieb wählt der Stahlwerker die entsprechende Proben- ID am Terminal der Sendestation aus, verpackt die Eisen-, Stahl, Schlacken-, Pin- oder andere Probe in die Rohrpostbüchse und startet den Transportvorgang. Im Labor werden die Proben entweder in der Empfangsstation oder speziellen Entpack- oder Transferstationen mit z.B. Kühleinrichtungen für rotglühende Proben ausgepackt. Danach werden die Büchsen wieder verschlossen und in den Betrieb zurückgesendet.
Die Steuerung des Rohrpostsystems erfolgt im Zusammenspiel zwischen SPS, dem Scada- System (PrepMaster) sowie dem Level-2-System des Kunden. Durch die intelligente Systemsteuerung wird ein möglichst effizienter und schneller Probentransport ins Labor erreicht.
1. SendestationHR-HSK/B (Werksseitig)
2. Empfangsstation HR-HSK/L (Laborseitig)
3. 2-Wege Weiche
4. Rohrverbindungssatz für Druckluft/Laborempfangsstation
5. Rohrverbindungssatz für Sendestation
6. Profinet Kabel / Optional: Optical link
7. PrepMaster Terminal (optional)

Vor allem die Optische Emissions- Spektroskopie, aber auch die Röntgen- Fluoreszenzanalyse sind häufig angewendete Verfahren zur Analyse von Metallen und festen Körpern. Diese Analysen werden sowohl in der Metallindustrie wie z.B. Stahlwerken als auch in Gießereien und der Fertigung angewendet. Aufgrund der kurzen Analysezeiten und hochgenauen Analyseergebnissen ist die OES das bevorzugte Verfahren zur Kontrolle der verwendeten Legierungen. Sie wird in der Produktion, Werkstoffprüfung und Qualitätskontrolle von Rohmaterialien und halbfertigen wie fertigen Waren eingesetzt. Bei der XRF- Analyse wird durch Beaufschlagung mit einem Röntgenstrahl die Emission einer der chemischen Zusammensetzung entsprechenden Fluoreszenz angeregt. Diese kann analysiert und mit den Ergebnissen von Standardproben verglichen werden.
Die genannten Verfahren erreichen durch Verbesserung von Soft- und Hardware immer detaillierte Analyseergebnisse und führen zu einer immer weiter absinkenden Nachweisschwelle einzelner Elemente. Daher erlangt die Probenvorbereitung der zu analysierenden Metalle und Materialien eine immer größere Bedeutung. Bereits kleine Verunreinigungen oder geringfügig fehlerhafte Oberflächen der verwendeten Proben können zu falschen Analyseergebnissen und Fehlinterpretationen führen. Insbesondere für die Metallanalyse gilt, dass die Probenoberfläche perfekt vorbereitet sein muss, da die spektroskopischen Analysen immer nur so gut wie die Qualität der Proben sein können. Darüber hinaus ist von entscheidender Bedeutung, dass die analysierte Probenoberfläche repräsentativ und homogen sein muss. Dies gilt insbesondere für Produktionskontrollproben im Stahlwerk, aber auch für andere Produktionsstandorte. In der Regel ist die oberste Schicht einer Probe aus verschiedenen Gründen nicht repräsentativ für die zu untersuchende Stahlschmelze. Erstens bildet sich aufgrund des kurzen direkten Luftkontakts der warmen Probenoberfläche nach dem Heraustrennen aus der Formschale des Probennehmers eine ca. 10µm dicke Zunderschicht aus. Zweitens besteht der größere Teil der nicht- repräsentativen Probenschicht aus Inhomogenitäten, welche als Seigerungen bezeichnet werden. Diese Seigerungen entstehen dadurch, dass während der Erstarrung des aus der Stahlschmelze entnommenen flüssigen Stahls an der Erstarrungsfront Entmischungen der gelösten Elemente auftreten.

Die Ursache liegt in der unterschiedlichen Löslichkeit der Legierungselemente in der festen und flüssigen Phase. Diese Entmischungen bleiben größtenteils auch nach der vollständigen Erstarrung erhalten und stellen bleibende Inhomogenitäten der chemischen Zusammensetzung dar.
Darüber hinaus ist durch das Erstarren der Schmelze von außen nach innen die als letztes erstarrende Gusstückmitte meist übersättigt mit typischen Begleitelementen wie Kohelnstoff, Phosphor, Schwefel, Bor usw.
Dies bedeutet, dass je nach Legierungszusammensetzung etwa 0,3- 0,6mm der Probenoberfläche entfernt werden müssen, um die repräsentativen ungestörten Probenschichten analysieren zu können. Dabei werden derzeit hauptsächlich die zerspanenden Verfahren des Fräsens und Schleifens eingesetzt. Welche Form der Probenvorbereitung gewählt wird, hängt von Material und Analyseverfahren, nicht zuletzt aber auch von Erfahrung und Tradition in Betrieb und Labor ab.
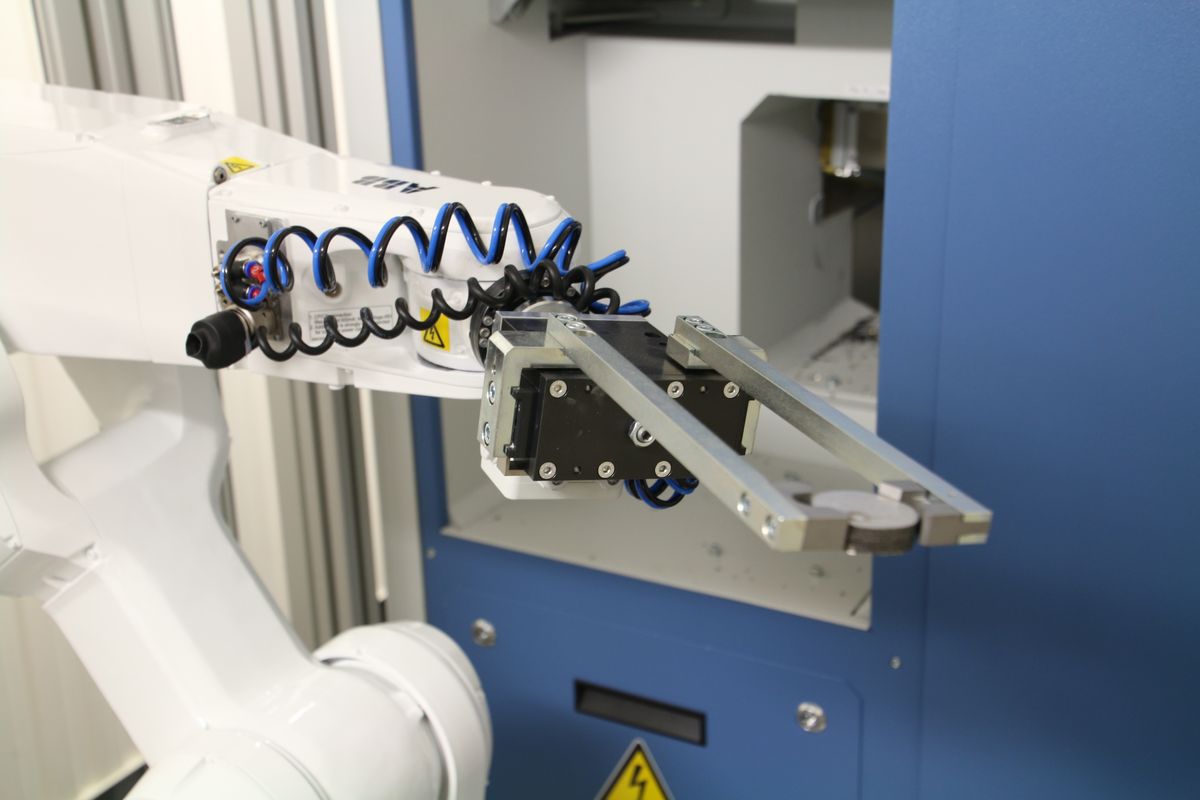
HERZOG setzt in seinen Fräsen Komponenten ein, die perfekt aufeinander abgestimmt sind. Dabei sind Spanneinheit, Metallfräser, Spindelmotor und Verfahrachsen so konstruiert, dass ein ausreichend großes Drehmoment erreicht wird, um auch harte Proben problemlos bearbeiten zu können. Gleichzeitig wird das Auftreten von Vibrationen und Schwingungen verhindert, damit weder Rattermarken noch unsaubere Oberflächen die Planheit der Analyseoberfläche beeinträchtigen können. Schließlich sorgt die Feinabstimmung dieser Komponenten dafür, dass die Verbrauchsmaterialien, insbesondere die Schneidplatten, geschont werden und somit eine möglichst lange Lebensdauer erzielen.
Üblicherweise wird die Probe zunächst durch Planschleifen bearbeitet. Dabei wird dafür gesorgt, dass eine plane Oberfläche geschaffen wird, bei der alle Bestandteile der Oberfläche möglichst in einer Ebene liegen. Für diesen Schritt werden bevorzugt fixierte Schleifpartikel mit großer Körnung eingesetzt, um eine hohe gleichbleibende Abtragsrate, kurze Bearbeitungszeiten und maximale Planheit zu erreichen. Unter Umstände kann es notwendig sein nach dem Planschleifen noch einen Bearbeitungsschritt zum Feinschliefen des Materials folgen zu lassen. Dabei werden Schleifmedien aus anderen Verbundstoffen eingesetzt, die die noch bestehenden Verformungen auf der Probenoberfläche weiter minimieren. Herzog berät sie gerne bei der Auswahl des optimalen Schleifverfahrens sowie Schleifmaterials.
Metalle finden breite Anwendung aufgrund ihres breiten Spektrums an unterschiedlichen Eigenschaften, die für jede spezifische Anwendung maßgeschneidert werden können. Die einzelnen Eigenschaften von Metallen werden stark durch die Elemente Kohlenstoff, Schwefel, Sauerstoff, Stickstoff und Wasserstoff gesteuert. Auch geringe Konzentrationsänderungen verändern die mechanischen wie Duktilität, Korrosionsneigung oder Sprödigkeit. Die Verbrennungsanalyse ist die Methode der Wahl, wenn eine hochpräzise und schnelle Analyse dieser elementaren Konzentrationen erforderlich ist.

HERZOG stellt unterschiedliche Lösungen zur Gewinnung von Probenmaterial für die Verbrennungsanalyse zur Verfügung. Zum einen können Späne während des Fräsvorgangs mit Hilfe der Chip Capture Unit (CCU) in den verschiedenen HERZOG Fräsmaschinen aufgefangen werden. Diese können entweder in einem Becher zur weiteren Bearbeitung zur Verfügung gestellt werden oder vollautomatisch und pneumatisch zu einer Verbrennungsanalyse- Einheit gesendet werden. Zum anderen können Stanzstücke aus Scheiben- oder Laschenproben erzeugt werden. Die dazu verwendete HUST ist als semiautomatische oder automatische Variante erhältlich. In der semiautomatischen HUST können je nach verwendeter Matrize eine unterschiedliche Zahl von Stanzstücken erzeugt und in einem Becher zur weiteren manuellen Bearbeitung gesammelt werden. Darüber hinaus ist die HUST auch als vollautomatische Version erhältlich, die die gestanzten Stücke zur weiteren Analyse vereinzelt und pneumatisch an ein Magazin bzw. die Analyseeinheit schickt. Für die HUST stehen unterschiedliche Optionen wie eine Einheit zur Sandstrahlung zur Oberflächenreinigung, eine Einheit zur Induktionserwärmung von sehr harten Proben und eine Kühleinrichtung zur Verfügung. HERZOG arbeitet mit allen führenden Herstellern von Geräten für die Verbrennungsanalyse zusammen.
Die Metallqualität während des Stahlerzeugungsprozesses hängt von Schlackenbildung und den mineralogischen Umwandlungsprozessen ab. Schlacke guter Qualität ist von entscheidender Bedeutung für die Herstellung qualitativ hochwertiger Stähle und erfüllt dabei eine Vielzahl von Funktionen. Schlacke entfernt durch Oxidbildung unerwünschte Elemente und wäscht sie aus dem geschmolzenen Material aus. Schlacke ist aber nicht nur ein Sammelreservoir für Verunreinigungen, sondern reduziert auch den Wärmeverlust durch thermische Isolierung. Darüber hinaus schützt sie die feuerfeste Auskleidung des Ofens aufgrund ihrer Erosion- reduzierenden Eigenschaften.
Im Hochofen ist die Schlacke eine Mischung aus niedrig schmelzenden Bestandteilen, welche aus der chemischen Reaktion zwischen der Gangart des eisenhaltigen Möllers und Koksasche mit dem Flussmittel entsteht. Unreduzierte Bestandteile wie Silikate, Alumosilikate und Kalzium- Alumosilikate sind ebenfalls enthalten. Lichtbogenofen- Schlacke entsteht aus vielen unterschiedlichen Quellen wie Oxidation von Si, Al und Mg im Schrott, Verschmutzungen imSchrott, Asche, Injektion von Kohlenstoff, Gangart und FeO in Form von Eisenschwamm (DRI) und Hot Briquetted Iron (HBI) sowie Kalkstein und Dolomit, welche als Flussmittel eingesetzt werden.
Die primäre Anwendung von Stahlschlacken ist entweder die Nutzung als Schotterschicht oder als Zugschlagstoff im Bausektor. Während der überwiegende Teil der Schlacke als Zuschlagstoff Verwendung findet, wird überschüssige Schlage aus anderen Verfahren (raker, ladle, clean out, pit) in Deponien entsorgt.
Die XRF- Analyse von Schlacke ist die Grundlage für einen effizienten Schutz der feuerfesten Materialien, eine Verringerung des Energieverbrauchs, bessere Kontrolle der Zusätze und bessere Stahlqualitäten. Die Probenvorbereitung von Schlacke beinhaltet Vorbrechen, Vermahlen, Pressen oder Aufschluss. Es ist möglich, die Schlacke sowohl im Werk als auch im Labor zu brechen. In jedem Fall sollte magnetisches Material durch einen Magnetseparator vorher entfernt werden. Für die automatische Probenvorbereitung ist die Mühle mit einer Mahlhilfsmitteldosierung, einer Vordosierung und effizienten Reinigungsmechanismen z.B. mit Druckluft, Sand oder Wasser ausgestattet. Das automatische Verpressen ist möglich für Ringdurchmesser von 40 und 51,5 mm Durchmesser. Dabei werden üblicherweise Drücke zwischen 14 und 16 t verwendet. Eine andere hocheffiziente Methode der Schlackenaufbereitung ist der Borat- Aufschluss entweder durch Induktions- oder Widerstandserwärmung. Je nach Organisation der Probennahme, pneumatischen Transport und Automatisierungsgrad sind Zeiten von 10 min für Vorbereitung und Analyse möglich.
Die Ansprüche von Stahlwerkslaboren an das Kontrollsystem sind besonders hoch. Die HERZOG Steel Automation steht unter Kontrolle des PrepMaster Core, welcher speziell für die Anforderungen der Probenvorbereitung entwickelt wurde. Entsprechend ist das gesamte PM- Softwarekonzept auf das Probenrouting von der Probennahmestelle bis zum Analysegerät ausgerichtet. Dies ermöglicht eine schnelle und prozesssichere Vorbereitung aller unterschiedlichen Probentypen sowie eine effiziente Bearbeitung großer Probenzahlen und Spitzenlasten. Prioritätsmanagement mit unterschiedlichen Prioritätsstufen ist tief in der Softwarestruktur implementiert.
HERZOG kooperiert mit nahezu allen wichtigen Herstellern von Automatisierungskomponenten. Der PM wird mit zahlreichen „out of the box“ Schnittstellen zu Drittgeräten, Handling- Systemen, Analysegeräten (XRF,OES, CNS, radioaktive Messung uvm.) und Sensoren (Waagen, Korngrößenmessgeräte, Optische Systeme etc.) ausgeliefert, so dass wir schnell und unkompliziert die optimale Anlagenkonfiguration für Ihren Anwendungsfall zusammenstellen können. Die Konfiguration neuer Interfaces und Treiber ist ebenfalls problemlos möglich. Die langjährige Erfahrung mit Level 2 Systemen ermöglicht die nahtlose Einbindung des PM in Ihre bestehenden IT-Strukturen.
PM Core bietet eine exzellente Übersicht über alle anstehenden, aktuellen und bereits verarbeiteten Proben. Eine übersichtliche Verwendung von Farben und Symbole verschafft Ihnen einen schnellen Überblick über den Status sämtlicher Proben, Maschinen und Prozesse. Alle relevanten Informationen und Funktionen sind nur einen Mausklick entfernt und bieten Drill- Down- Listen für einen Direktzugriff auf detaillierte Daten und Parameter. Natürlich können alle Ansichten nach Ihren Wünschen konfiguriert werden.
Mit Hilfe der neuen integrierten Entwicklungsumgebung (PM IDE) können Konfigurationsdateien und Routinglisten für die Automationsabläufe sehr leicht zusammengestellt werden. Kleinere Veränderungen der Automationsabläufe können sogar durch den Bediener selbst vorgenommen werden. PM IDE ist mit einer umfangreichen Bibliothek an fertigen Treibern und Schnittstellen ausgestattet, Subroutinen für die Probensteuerung können einfach per „Drag and Drop“ hinzugefügt werden. Sanity Checks jeder Modifikation verhindern, dass logische oder formale Fehler beim Probenrouting auftreten können.
PM Core System ist ein in jeder Hinsicht adaptives und responsives System. Aufgrund von Sensor- und Analysedaten kann das Probenrouting im Worksheet online modifiziert werden. Um nur einige Beispiele zu nennen:

Wenn die ausgewählte Probenvorbereitung nicht zu dem gewünschten Ergebnis führt, können automatische andere Prozesse oder „Rezepte“ gestartet werden. Im PM Core integrierte optische Analysesysteme machen es möglich, z.B. bei Stahlproben den optimalen Funkenpunkt für die Emissionsspektroskopie zu definieren. Das Verhalten von Handling- Systemen wie z.B. Robotern wird automatisch an die neue Situation angepasst.
PM Core bietet eine umfassende Palette an sicheren Telediensten wie Remotezugriff, Remotediagnosen oder Remotewartung. Um Ausfallzeiten Ihres Labors zu vermeiden, unterstützt PM Core sowohl einen Backup- PC als auch die Einrichtung eines redundanten Serversystems.