




The world’s leading steel producers are using HERZOG systems for quality control of their products. Our solutions guarantee the optimal preparation of iron, steel and slag samples for all relevant analyzing methods including optical emission spectroscopy (OES), X-ray fluoroscopy (XRF) and combustion analysis.
HERZOG Steel solutions are exactly adjusted to the needs of our customers. Sample transportation, handling and preparation are optimized to achieve the maximum level of quality and the shortest processing time. Equipment, software and interfaces are fully customizable to the individual requirements of each client. HERZOG is the perfect partner for implementing integrated solutions tailored to the individual sample types, local infrastructure, analyzing methods and devices, as well as level 2 system.
HERZOG Steel can easily reserve capacities for preferential preparation of highly prioritized samples. It ensures process-safety and reproducibility of all preparation steps as necessary conditions for analytical accuracy and precision. HERZOG Steel has a powerful control software that easily connects to external components, allows simple parameter setting and gives a comprehensive overview of all relevant system information.
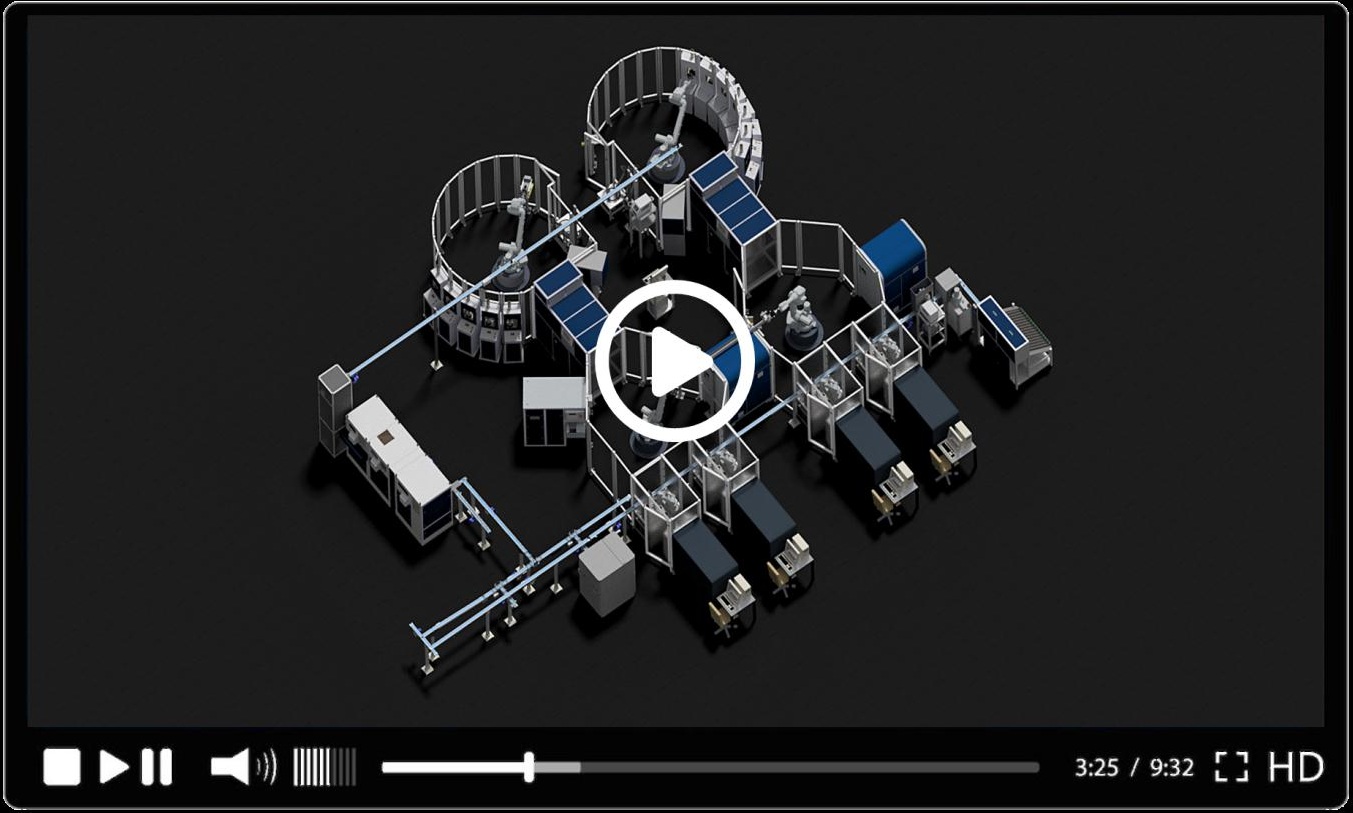
HERZOG Steel meets all requirements of modern central laboratories. It guarantees shortest possible transportation and preparation time. It has sufficient robot and machining resources for managing sample peak loads. It can easily reserve capacities for preferential preparation of highly prioritized samples. It ensures process-safety and reproducibility of all preparation steps as necessary conditions for analytical accuracy and precision. It has a powerful control software that easily connects to external components, allows simple parameter setting and gives a comprehensive overview of all relevant system information.

In steel works, pneumatic carriers usually move at a speed of 20m/s and more. The steel worker selects the sample ID from the terminal screen of the pneumatic station, loads the carriers with iron and steel samples, slag, pins or other material, and starts transport. In the laboratory, carriers are unloaded in the pneumatic station or special unloading/ transfer stations containing additional modules like, e.g., cooling unit for hot metallic samples. Additionally, the operator can insert special samples or high-priority samples using the manual input station.
The design of the sample preparation section depends on the types of samples used for quality control, the analyzing method, but not least also on experience and tradition in the laboratory. Sample preparation of metallic samples may involve machines for grinding, milling or punching. For round, oval, lollipop, double-thickness or other standard samples, the customer has the choice between various automatic milling and grinding machines. All milling machines have an automatic chip collection unit with automatic chip transport to the combustion analyzer. For cylindrical or conical sample shapes, an armamentarium of special automatic machines for cutting, milling and punching (HS-CF, HCP, HUST) is available. For punched pieces originating from cylindrical or double-thickness samples, an automatic pneumatic transportation system from the punching device to the analyzer is available.Slag samples are unpacked within the pneumatic receiving station or special powder unpacking stations. Following sample preparation, the ready pressed pellet is transported to the XRF analyzer.
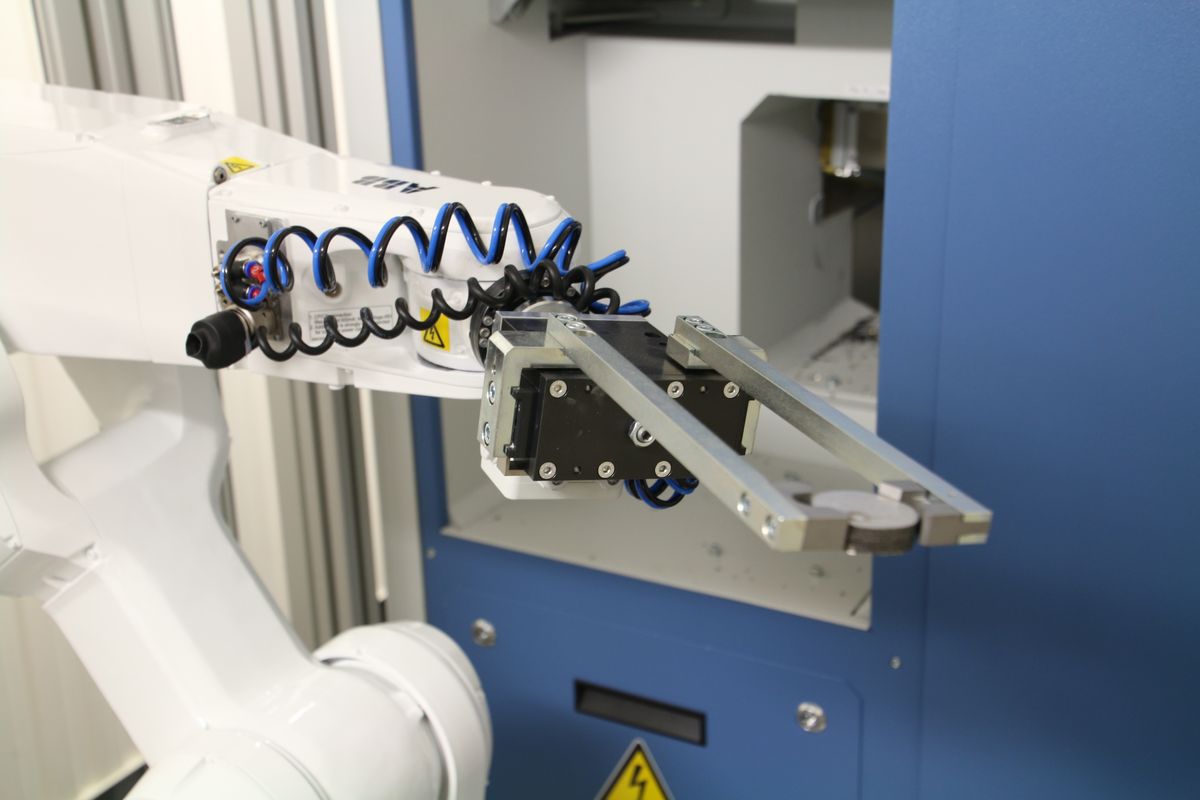
HERZOG is able to integrate analyzers from all relevant instrument manufacturers. Due to well-established standards, the setup of the mechanical and software connection to the specific analyzer is fast, reliable and flexible. Based on visual inspection, the optimal spark points during optical emission analysis are determined. The HERZOG Steel automation manages all types of recalibration and quality samples and ensures the efficient use of this valuable material. If required, samples can be archived following analysis.
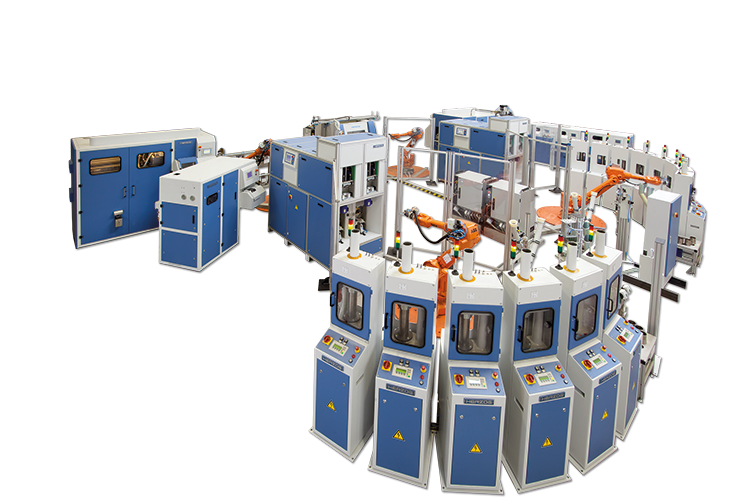



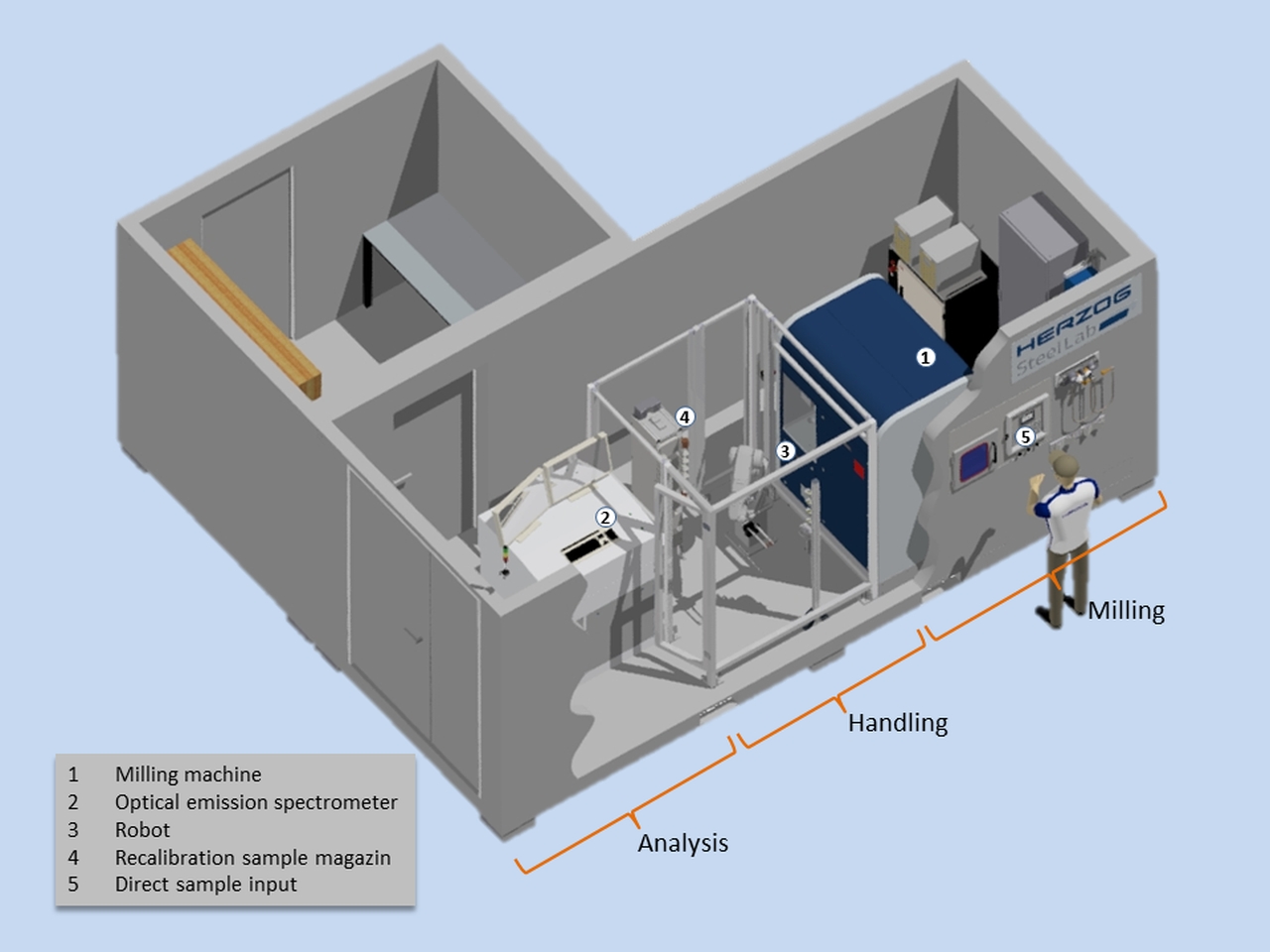
The HERZOG Steel Lab cabin is the no-compromise solution for automatic sample preparation in the steel industry. The compact and autarkic-working laboratory is suited to fit in small ISO standard cabins (6058x2438x2438 mm LxHxW) leading to an immense simplification of transportation and installation. Due to the small-footprint design of the HERZOG milling machine even smaller cabin versions are available with, e.g., low ceiling. Furthermore, the operator has sufficient room to move and do maintenance.
The modular automation concept of HERZOG Steel Lab provides the maximum in flexibility for finding exactly the configuration that meets the requirements of the customer. Selectable automation components are the OES analyzer, optical devices for pass/fail and spark point detection, sample labelling systems, sample registration terminals, and various types of sample magazines. Standard set equipment are vibration absorbing feet, air condition, oxygen sensor, argon connection system, and argon purifier.
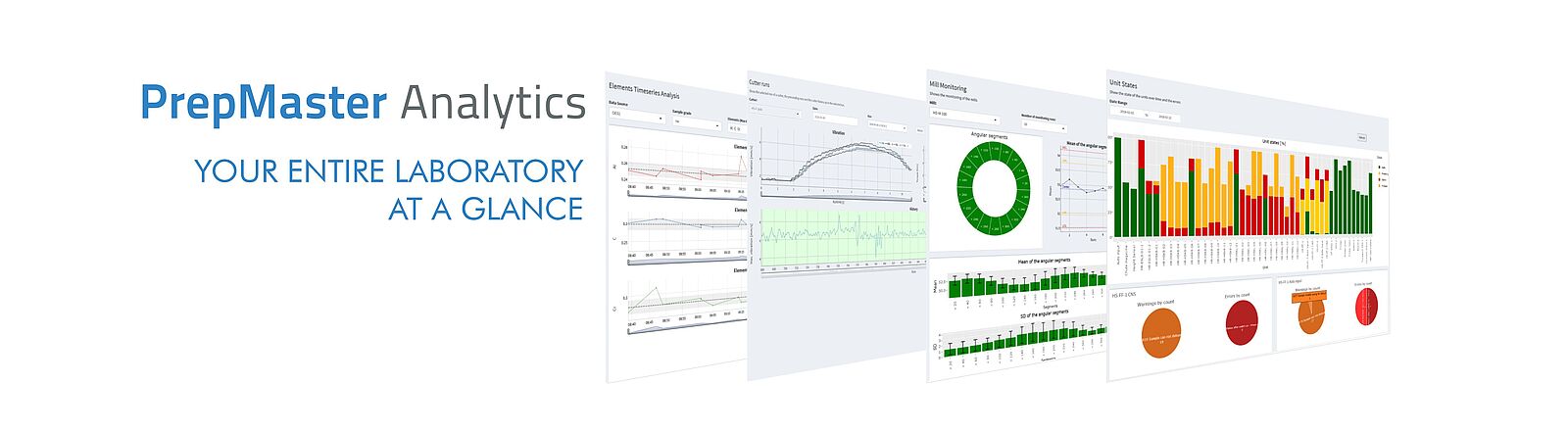
The HERZOG PrepMaster software controls and tracks all automation processes, integrates analyzers and other components, and establishes the connection to the level 2 system of the customer. The basic PrepMaster version includes customizing to specific requirements like, e.g., sample ident, configurability of all interfaces, remote and web access. Optionally, the PrepMaster Analytics modules are available for display and evaluation of analysis results and system performance.




The modular design concept of HERZOG involves that most machines can be used as part of an automated system or as stand-alone machines. Therefore, it is very easy to integrate a stand-alone machine into an automation at a later point in time. No matter if you are looking for a manual, semi-automatic or fully automatic stand-alone machine- HERZOG will find the perfect solution for you.
For metal analysis in particular, the sample surface must be perfectly prepared because any spectroscopic analysis can only be as good as the quality of the samples. HERZOG offers a wide range of products that ensure an excellent prepared sample surface and therefore a high quality analysis.
The pneumatic tube installation enables the transport of carriers containing metallic and slag samples from the production site to the central laboratory. The technology is based on quick transportation using air as power source. Usually, the pneumatic system can make use of compressed air that is abundant in steel plants.
The speed of the pneumatic carrier is up to 20 m/s. In case of specially configured pneumatic systems and air tubes, an even higher velocity is possible. The standard external diameter of pneumatic tubes is 80 mm whereas the internal diameter is 75 mm. At special request, systems with larger diameters are available as well.

To allow the fastest possible transport, there is a normally a direct connection between the pneumatic stations in the steel work and the laboratory. Alternatively, diverters can be integrated to allow transportation of carriers from a sending station to different receiving stations.
According to the sample type, different pneumatic carriers are available. For cold powder material and other light samples, we use carriers made from plastic. For hot powder and steel or iron samples, carriers are made from aluminum. For transportation of metallic samples, tailor-made inserts are used. This allows the reliable sample handling in fully automatic systems while increasing lifetime of carriers.
On the plant site, the steel worker selects the sample ID from the terminal screen of the pneumatic station, loads the carriers with iron and steel samples, slag, pins or other material, and starts transport. In the laboratory, carriers are unloaded in the pneumatic station or special unloading/ transfer stations containing additional modules like, e.g., cooling unit for hot metallic samples. After emptying, the carrier is locked and sent back to the plant station.
The control of the pneumatic system is due to the coordinated interaction between the PLC of the pneumatic station, the Scada system (PrepMaster) and the level 2 system of the client. The intelligent control of the system enables the efficient and quick sample transport into the laboratory.
1. Sending station HR-HSK/B (plant)
2. Receiving station HR-LSM (laboratory)
3. 2-way diverter
4. Set of tube connections for compressed air/laboratory station
5. Set of tube connections for plant station
6. Profinet cable / Optional: Optical link
7. PrepMaster terminal (optional)

Optical emissions spectroscopy in particular but also X-ray fluorescence analysis are frequently-used methods for analyzing metals and solid bodies. These analyses are applied both in the metals industry such as in steelworks and also in foundries and production. On the basis of its short analysis times and the highly-accurate measurement results, OES is the preferred method for monitoring the alloys used. It is used in the production, material testing and quality control of raw materials and both semi-finished and finished products. In XRF analysis, an X-ray beam stimulates the emission of a fluorescence that corresponds to the chemical composition. This can be analyzed and compared with the results of standard samples.
Thanks to software and hardware improvements, the processes named above are achieving increasingly detailed analysis results and are constantly lowering the evidence threshold for individual elements. As a result, sample preparation of the metals and materials being analyzed is becoming increasingly important. Even minor contamination or slightly defective surfaces on the samples used can lead to incorrect analysis results and misinterpretations. For metal analysis in particular, the sample surface must be perfectly prepared because any spectroscopic analysis can only be as good as the quality of the samples.
It is also of crucial importance for the sample surface being analyzed to be representative and homogeneous. This applies particularly to production control samples in steelworks, but also to other production locations. For various reasons, the top layer of a sample is not normally representative of the steel melts being examined. Firstly, due to the brief direct air contact with the warm sample surface, a layer of scale approximately 10µm thick forms following separation from the mould of the sampler. Secondly, the larger part of the non-representative sample layer consists of inhomogeneities known as segregations. These segregations arise as a result of separations of the solutes occurring on the solidification front as the liquid steel taken from the steel melt solidifies. The cause lies in the different solubility of the alloy elements in the solid and liquid phases. For the most part, these separations also remain following complete solidification and represent lasting inhomogeneities of the chemical composition.

In addition, as a consequence of the melt solidifying from the outside inwards, the centre of the casting that solidifies last is in most cases oversaturated with typical by-elements such as carbon, phosphorus, sulphur, boron etc.
This means that depending on the alloy composition, about 0.3 - 0.6 mm of the sample surface must be removed to allow the representative undisturbed sample layers to be analyzed. Currently, this involves mainly using the milling and grinding machining processes. The sample preparation form selected depends on the material and analysis processes, but not least also on experience and tradition in the company and laboratory.
For milling, HERZOG uses components that are perfectly matched to each other. Here the clamping unit, metal milling heads, spindle motor and traversing axes are designed so that sufficient torque is obtained for even hard samples to be processed without any problem. At the same time, the occurrence of vibrations and oscillations is prevented so that neither chatter marks nor dirty surfaces can interrupt the flatness of the analysis surface. Finally, the fine-tuning of these components ensures that the consumable materials, particularly the cutting plates, are not too heavily used and thus last for as long as possible.
HERZOG would be happy to advise you on which milling machine, clamping fixture, milling head and cutting plates are best suited to your special application and sample shape. We will also support you in defining the optimum milling parameters for your application. The milling parameters that have the greatest influence here are feed rate, infeed and rotation. These should be selected in accordance with the sample geometry, material type and material hardness, as well as the milling tool used. A good compromise should be found here between maximum service life of the milling plates and the creation of a spectrometer-compliant analysis surface.
Normally, the first work step on the sample is surface grinding. This ensures that a flat surface is created on which all components of the surface are, if possible, on one level. For this step it is preferable to use fixed grinding particles with a large grain in order to achieve a high, consistent removal rate, short working times and maximum flatness. In some cases, it may be necessary to follow the surface grinding with another work step to fine-grind the material. Grinding media made from other composites are used for this, which further minimize any remaining deformations on the sample surface.
Metals are widely used due to their wide range of properties, which are tailorable for every specific application. The individual properties of metals are strongly controlled by the elements carbon, sulfur, oxygen, nitrogen and hydrogen. Even little changes in concentration alter the mechanical properties like, e.g., ductility, corrosion tendency or brittleness. Combustion analysis is the method of choice whenever highly precise and fast analysis of these elemental concentrations is required. Thus, optimum properties of metals are assured by applying combustion analysis with specific instruments.

HERZOG offers various solutions for collection of samples for combustion analysis. On the one hand, chips can be collected during milling using the Chip Capture Unit (CCU) in the various milling machines. The operator can take the chips from a cup for further processing. Alternatively, chips can be sent automatically and pneumatically to the combustion analysis unit. On the other hands, small pieces for combustion can be punched from disk or double-thickness samples. This is done using the HCP or HUST which is available as a semi-automatic or fully automatic version. In the fully automatic HUST, the punched pieces are singled and sent pneumatically to a magazine or combustion unit for analysis. The HUST is available with various options including a sand blasting unit for surface cleaning, induction heating unit for very brittle samples and cooling unit. HERZOG is cooperating with all leading manufacturers of combustion analysis instruments.
The quality of hot metal obtained during steel making depends from the formation of slag and its mineralogical transformations. Slag of good quality is a prerequisite for Production of high-quality hot metal and fulfils a variety of functions. It removes unwanted elements purifying the metal by forming oxides and floating them off the molten metal. Slag is not only a destination of impurities but reduces also heat loss by thermal isolation. Furthermore, it protects the refractory lining of the furnace due to its erosion reducing properties.
In the blast furnace, the slag is a mixture of low melting chemical compounds formed by the chemical reaction of the gangue of the iron bearing burden and coke ash with the flux materials in the charge. Unreduced compounds like, e.g., silicates, alumino silicates, and calcium alumino silicate are included as well. Electric arc furnace (EAF) slag originates from many different sources like oxidation of Si, Al and Mg in scarp, dirt (gangue) in scrap, ash in charge and injection of C, gangue and FeO in DRI and HBI, lime and dolomite used as flux, and others.
The primary applications for steel slag are its use as a granular base or as an aggregate material in construction applications. While most of the furnace slag is recycled for use as an aggregate, excess steel slag from other operations (raker, ladle, clean out, pit slag) is usually sent to landfills for disposal.
XRF analysis of slag enables more efficient protection of refractory material, reduced energy consumption, better control of additives and better alloy qualities. Slag sample preparation includes crushing, grinding, pelletizing or fusion. It is possible to crush the slag material within the steel plant or within the laboratory. In every case, the magnetic material should be removed by using a magnetic separator. For automatic preparation, the grinding machine is equipped with grinding aid dosing, pre-dosing, and sufficient cleaning mechanisms using, e.g., compressed, sand or water. Automatic pelletizing is possible for ring diameters of 40 and 51.5 mm with pressures between 14 and 16 t. Another highly efficient method for slag preparation is borate fusion using either induction or resistance heating. Depending on the organization of sampling, pneumatic transport and degree of automation, times for preparation and analysis below 10 min are possible.
The demands of steel plant laboratories on the control system are especially high. The HERZOG Steel automation is under control of the PrepMaster Core, which has been specially designed for the requirements of sample preparation. The PM software concept is based on the sample routing from the sampling point to the analyzer. Optimized to provide quick, safe and efficient preparation of all different sample types the system enables the smooth processing of high sample loads and complex preparation procedures. Priority management with various priority levels is deeply integrated in the software.
Due to its long business relationships HERZOG cooperates with nearly all other manufactures in the different markets. That is why all instruments necessary for the optimum sample preparation including third-party machines, handling systems, analyzers (XRF, OES, CNS, radioactivity etc.), and sensory systems like, e.g., optical systems can easily be integrated. PM Core comes with a rich library of drivers. Most interfaces are available out of the box or can be easily configured. HERZOG has extensive experience in connecting to Level 2 systems and higher-level LIMS. Such, embedding PM Core in the existing IT environment is without problems.
PM Core uses a GUI where you have an excellent overview of all current, processed or queued samples in the system. We use a clearly arranged color and symbol coding so you can see the status of samples, machines and processes at a glance. All relevant information and functionalities are just a click away and can be drilled down to the bottom level. All views can be easily customized according to your requirements.
By using the Integrated Development Environment (PM IDE) it becomes very easy to compile configuration and routing files for your automation. Due to our many years of experience the PM IDE comes with an extensive set of drivers and interfaces. Subroutines for standard procedures can be dragged and dropped from a library. Before releasing the updated program the PM IDE automatically performs a sanity check of every modification to avoid logical or formal errors in the sample routing.
PM Core processes are adaptive and responsive at all levels. Preparation worksheet can be modified online based on incoming analysis results or sensory data. To mention but a few specific examples: If sample material processing did not yield the desired results PM Core automatically chooses other preparation routes or recipes. Based on optical analysis systems, the optimal target coordinates for chemical analysis are calculated for each sample. Handling systems like robots are adjusted accordingly.

If the selected sample preparation does not lead to the desired result, other automatic processes or “recipes” can be started. Optical analysis systems integrated in the PM Core make it possible, e.g. Define the optimal spark point for emission spectroscopy for steel samples. The behavior of handling systems such as Robots are automatically adapted to the new situation.
PM Core offers a comprehensive range of secure teleservices such as remote access, remote diagnostics or remote maintenance. In order to avoid downtimes in your laboratory, PM Core supports both a backup PC and the establishment of a redundant server system.